Optimal Firearm Printing Orientations
Overview
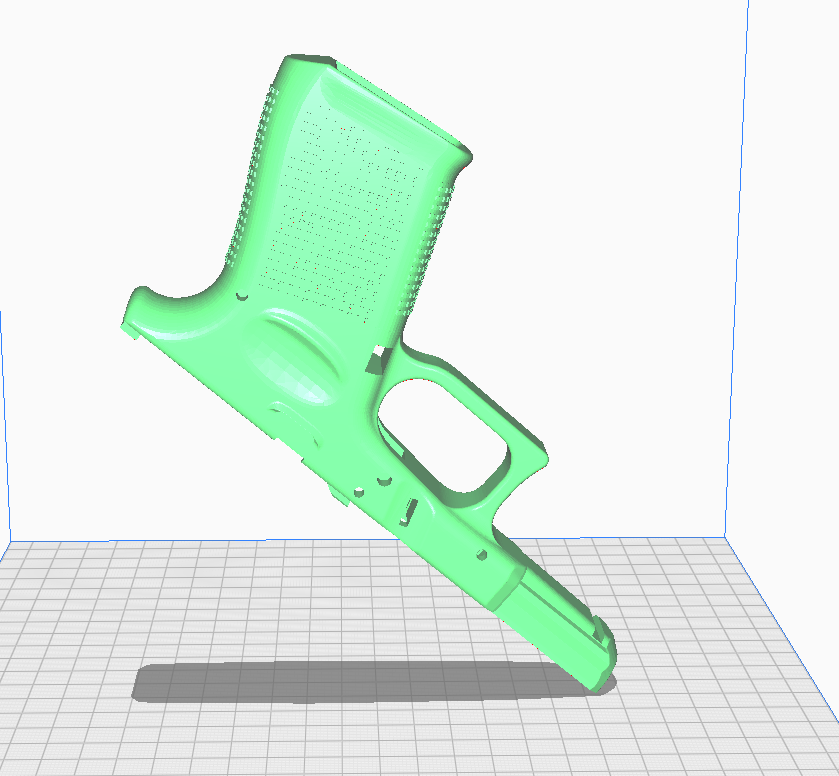
Print your frame rails down, rotated 40° so the muzzle points toward the build plate. This maximizes layer adhesion across every critical stress zone.
Why it Matters
FDM prints are anisotropic - strong in X/Y but weak along Z (between layers). If layer lines run perpendicular to a force, they peel apart. The goal is aligning layers with stress paths so the frame never fails at a layer boundary.
The Three Orientations
- Rails Up (Weakest)
Rails pointing up. Layer lines run perpendicular to slide forces, making the front rail area vulnerable to delamination. Also requires heavy supports.
- Rails Down (Good)
Frame sits on the rails. Layers stack parallel to slide travel, rail surfaces bond directly to the bed, and fewer supports are needed.
- Rails Down + 40° (Strongest)
Rotate the rails-down frame 40° so the muzzle angles toward the build plate. This is the recommended orientation because:
- Diagonal layers cross more stress paths no single failure plane aligns with any force direction
- Front rail area gets compressive loading instead of tension across layer lines
- Grip-to-frame junction has diagonal layers instead of a horizontal seam
- Pin holes get cross-grain reinforcement across more layers
- Less warping during printing due to reduced cross-sectional area per layer
Think of it like plywood; rotating the grain means no single direction is weak.
Print Settings
- Material: PLA+ minimum, PA12-CF ideal
- Layer height: 0.12 mm
- Line width: 0.4 mm (0.4 mm nozzle)
- Walls: 6+ perimeters
- Infill: 100% rectilinear
- Nozzle temp: 230 °C PLA+, 285 °C PA-CF
- Bed temp: 60 °C PLA+, 90 °C PA
- Speed: 35-45 mm/s
- Cooling: 15-20%, 50% on bridges
- Seam: Rear of grip
- Supports: Tree, 0.10-0.15 mm gap